
1 はじめに
近年,持続可能な自然環境の重要性が強く認識されており,パリ協定では国際的に温室効果ガスの削減目標を制定するなど各種規制や目標が整備されている。
コニカミノルタでは環境施策としてエコビジョン2050を掲げ,樹脂材料の分野では再生材(リサイクル材)に関する改質技術1) 2)や原料精製技術を開発し製品化してきた。重量ベースで73 %以上の再生材を含む再生樹脂を複数グレード開発し,当社製品のMFP(Multi-functional Peripherals)の樹脂部品として搭載している。2019年では再生樹脂を約3900 t使用し,バージン材を使用した場合と比べてCO2排出を約6400 t抑制した。このように資源の有効利用やCO2排出量削減を推進している。
さらなる環境問題の取り組みの1つとしてポリプロピレン樹脂に注目した。この樹脂は製造時のCO2排出量が小さいため環境負荷が小さい。また,比較的安価な樹脂材料であるため多くの部品に搭載し環境価値を拡大できる期待がある。さらに,世界的に生産量が多いため再生材を活用できれば資源の有効利用にもつながる。
しかし,ポリプロピレン樹脂をMFPの構造部品に適用する場合,単体では要求性能が不足することが多く改質技術が必要となる。特に,ポリプロピレンは限界酸素指数が小さく難燃性の改善が難しいことから,難燃性と他の要求性能を両立させることが課題となる。
そこで,本稿ではポリプロピレン樹脂をベースとした複合材料において,難燃処方開発の効率化を可能にする解析手法を確立することを目的に検討した。データサイエンスを活用し燃焼挙動まで踏み込むことで,従来では把握しにくかった難燃性と材料処方の関係性を明らかにできるようにした。
2 ポリプロピレン複合材料の難燃処方設計
2. 1 樹脂材料の改質
ポリプロピレン複合材料は,ポリプロピレン樹脂をベースとし,ポリマーやフィラー,低分子化合物の複合化や化学的な変性によって改質して開発される。材料処方の要素である材料種と組成比,製造条件を制御して高性能化を達成する。構造部品に適用する樹脂材料への要求は機械特性や成形加工性,寸法精度,外観特性などに加えて難燃性が求められる場合もある。
2. 2 難燃性の指標と目標水準
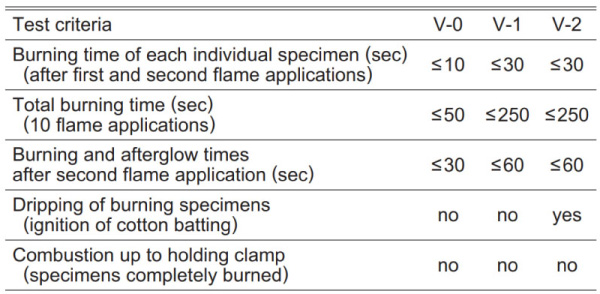
本稿での難燃性とは,材料のもらい火への耐性のことであり,評価はUnderwriters Laboratories Inc.の定めるUL94 規格の垂直燃焼試験(以降 V試験)に準じた(Fig. 1)。この方法は,短冊状の試験片を垂直に固定し,下端を一定条件で10 sec接炎し,接炎終了から消火までの時間である燃焼時間やドリップ有無などを記録する。ドリップとは試験片下部が破断し滴下することをいう。この操作を 1 つの試験片につき2 回繰り返し,合計5本の試験片に実施して材料の難燃性をランク付けする(Table 1)。MFP製品の樹脂部品には様々な難燃ランクの要求があるが,例えば多くの内装部品はV-2ランクという難燃性を要求される。本稿では内装部品を対象とし,難燃ランクとしてV-2を目標として検討する。
V-2ランクとは,各試験片の燃焼時間が30 sec以下かつ総燃焼時間が250 sec以下であり,試験片下に置いた綿のドリップによる着火が許容される難燃ランクである。V-2ランクを満たす樹脂は一般に難燃樹脂とみなされる。また,本稿ではV-2,V-1,V-0いずれの基準も満たさない場合をnot-Vと表記する。
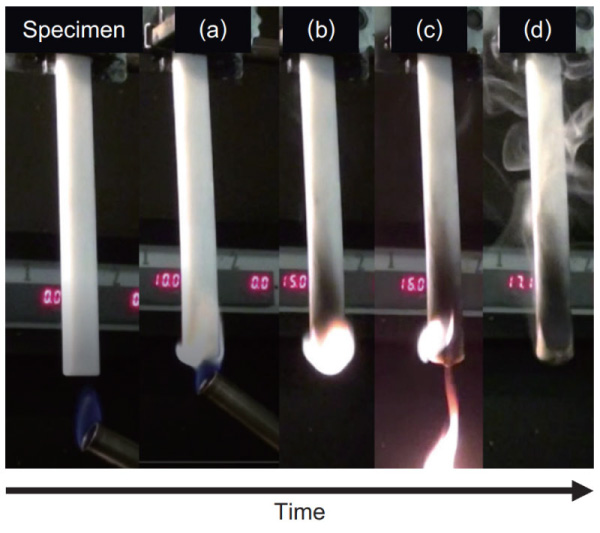
Fig. 1 UL 94 vertical flammability test, (a) flame application, (b) burning, (c) burning and dripping, (d) flame extinction.
Table 1 Criteria of UL 94 vertical flammability.
2. 3 V試験による難燃処方設計の課題
従来では,V試験のランク判定に用いるデータである燃焼時間やドリップの有無を中心に有効な難燃処方を探索していた。しかし,これらのデータは難燃性の品質評価には有用だが難燃ランクと材料処方の関係を掴みにくいという課題があった。その結果,材料処方設計での試行錯誤が増え開発に時間を要していた。
この原因を2点考えている。1点目は燃焼現象の複雑さが挙げられる。燃焼とは炎などの熱源から伝熱された物体の有機物が熱分解し,熱分解で生じた可燃性ガスが気相へ拡散して燃焼反応が起こり,燃焼反応で生じた放射熱が物体に伝熱する,というサイクルが継続する現象であり(Fig. 2),消火にはいずれかのプロセスを遮断する必要がある。通常は複数のプロセスを抑制して消火させるため,ランク判定に使うデータからでは実際にどのメカニズムが有効だったのか見極めることが難しい。2点目は燃焼時間から難燃処方の効果を評価しにくいことが挙げられる。燃焼時間はすぐに消火して短い時間となるか,燃え尽きるまで継続して長い時間となるかの極端な値をとりやすく,連続量であるもののふるまいは2値の質的変数に近い。そのため,一定以上の難燃化効果がある場合でしか燃焼時間の改善を検知できず,有効な手段を見落とす懸念がある。
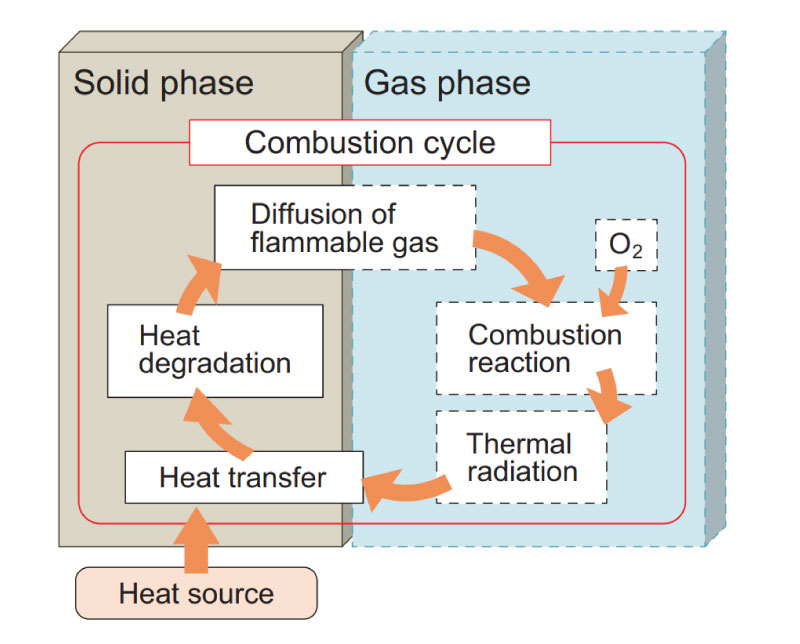
Fig. 2 Combustion cycle.
このようにV試験のランク判定に用いるデータの解析では材料処方へフィードバックしにくいため,本稿では新たにデータサイエンスを活用した燃焼挙動の解析を検討した。
3 燃焼挙動の解析
3. 1 燃焼挙動解析の導入
新たな解析手法としてデータサイエンスによる燃焼挙動の解析を導入した。難燃ランクを決定する複雑な燃焼挙動を中間特性として定量化し,材料処方や難燃ランクとの関係を解析することで,材料処方から難燃ランクまで一気通貫で繋がる処方設計ができるものと考えた。
3. 2 サンプル作成
ポリプロピレン樹脂をベースとした複合樹脂において,HYPERKTX-30(神戸製鋼所)で混練,Roboshot S-2000i 50Bp(FANUC)でUL94規格に準拠した3.2 mm厚の試験片を成形し,合計18水準のサンプルを作成した。添加剤として,ポリリン酸アンモニウム,リン酸エステル,ヒンダードアミン,金属水酸化物,補強フィラー,結晶核剤などを併用した。この系では複数の難燃効果(ラジカルトラップ,吸熱,酸素希釈,可塑化)を併用することで効率的な難燃化を狙っており,また機械強度も同時に改質しているため複雑な処方になっている。
3. 3 V試験と燃焼挙動のデータセット作成
作成した18水準の試験片に対してV試験を実施した。この際,V試験の様子を動画撮影し燃焼挙動に関係する特徴量を説明変数としてデータセットを作成した(Fig. 3)。Table 2 に目的変数である難燃ランクと共に,燃焼に関わる特徴量を示す。
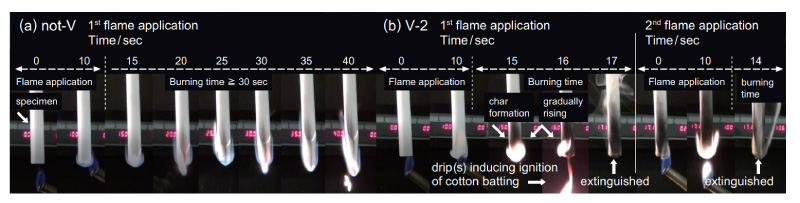
Fig. 3 Examples of vertical flammability test and features, (a) not-V, (b) V-2.
Table 2 Datasets of combustion features.
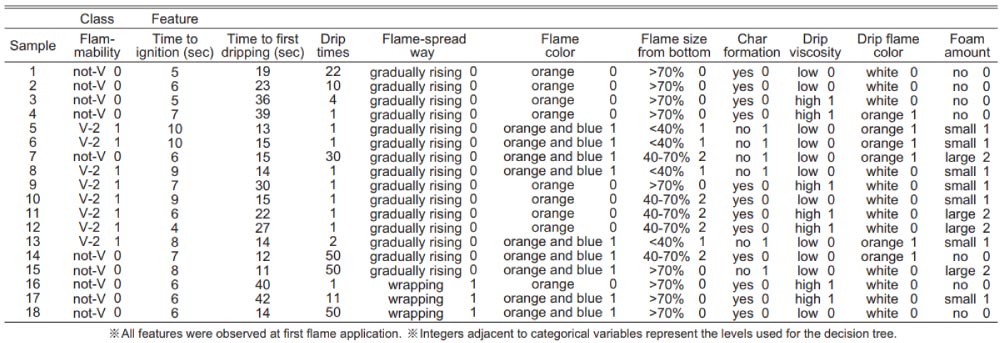
連続値で表現できない燃焼時の炎の色や大きさ,ドリップ粘度,発泡量等は,その特徴を目視で抽出して質的変数とした。抽出した特徴量から,変動がないものや欠損値を処理したデータセットを作成した。
3. 4 決定木による燃焼挙動解析
前節で作成したデータセットに対して決定木による解析を行った。解析にはPython3の機械学習ライブラリであるscikit-learnを使用した。決定木とは目的変数に対して特徴量を1つずつ順に条件分岐させて分類または回帰する手法であり,解釈が容易である。
本稿では,難燃ランクの分類にCART(Classification and regression trees)アルゴリズムを適用した。まず,データセットを分岐して新たなサブデータセットを作り,これらをノードと呼ぶ。あるノードkにおける分類ラベルの混ざり具合を式(1)のジニ不純度Gkによって評価した。

ここで,分類ラベルをi=1,2,..,Cとし,pikはノードk中のラベルiのデータ数の割合である。ノードkからの分岐はジニ不純度の減少が最大になる条件を選んだ。続いて,各分岐後のノードに対して同様に分岐を探した。これを繰り返して得られるノードと分岐条件の集合が決定木モデルとなる。
また,式(2)の特徴量の重要度を算出した。

ここで,ノードをk=1,2,..,k’とし,その中で特徴量Fによって分岐されたノードをf(≤f’)とする。また,ノードkを分岐したノードをk1,k2,それぞれのデータ数をnk,nk1,nk2,初期のデータ数をNとして,ΔGk=(nk/N)Gk−(nk1/N)Gk1−(nk2/N)Gk2から,特徴量Fの重要度IFを求めた。重要度は決定木全体のジニ不純度の減少に対するある特徴量の寄与を表す。
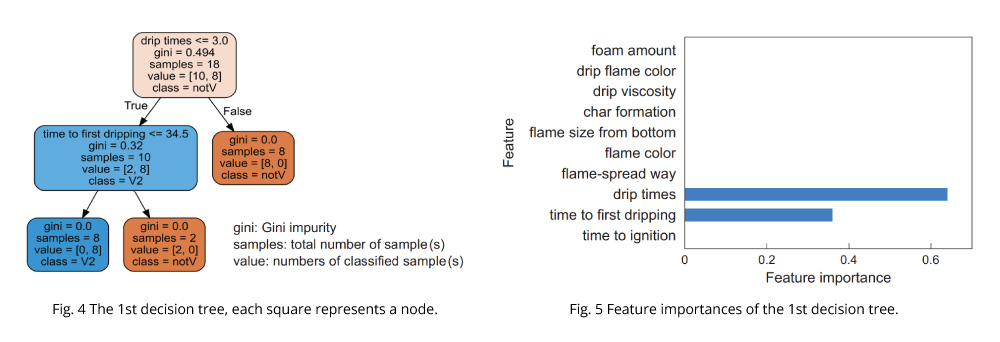
解析結果をFig. 4 に示す。この結果では,接炎1回目のドリップ回数,接炎1回目の最初のドリップまでの時間の重要度が高く(Fig. 5),この2つで完全に分類された。
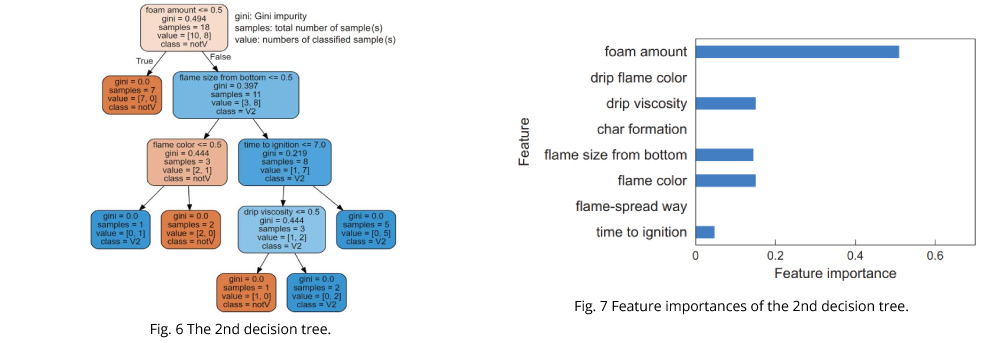
次に上記2つの特徴量を除いたデータに再度決定木を適用した(Fig. 6)。この場合は,発泡量の重要度が高く(Fig. 7),他の特徴量は重要度が小さく完全に分類するために1回目よりも階層の多い木構造となった。発泡量は1回目の決定木では現れなかったが,難燃ランク分類に有益な情報を持つと考えられる。
以上から,難燃ランクと関連の大きな特徴量として,接炎1回目のドリップ回数,接炎1回目の最初のドリップまでの時間,発泡量,を抽出した。傾向としては,接炎1回目のドリップ回数が少ない,接炎1回目の最初のドリップまでの時間が短い,発泡が発生する,場合にV-2に分類されやすい。燃焼時の炎の特徴や炭化層形成は重要度が小さかった。この結果から,この系では難燃化にドリップ性と発泡性が重要であると考えた。
3. 5 燃焼挙動の特徴量と材料処方の関係
燃焼挙動解析から,この系での難燃化に重要な挙動としてドリップ性と発泡性が抽出された。材料物性から考えるとドリップ性は燃焼時の粘度が支配的であり,温度上昇によるポリプロピレン分子鎖の運動性増加や熱分解,ヒンダードアミンによるポリプロピレン分解の促進3),低分子量であるリン酸エステルによる可塑化,フィラーによる高粘度化の効果が複合した結果だと考えられる。また,発泡性は金属水酸化物の熱分解反応による水分子の生成に起因すると考えられる。
そこで,粘度と金属水酸化物の熱分解反応が難燃ランクへ及ぼす影響を調べ,燃焼挙動の解析結果の妥当性を検証した。
3. 6 燃焼挙動解析結果の検証
燃焼時の粘度と金属水酸化物の熱分解の難燃ランクへの影響を検証した。検証用サンプルとしてポリプロピレン/ヒンダードアミン3種(Fig. 8)/水酸化アルミニウム有無の複合系を用い,Rheomix OS(HAAKE)で混練,シート巻取装置(プラ技研)で1.6 mm厚のシートを成形し,シートから切り出して作成した試験片にV試験を実施した。
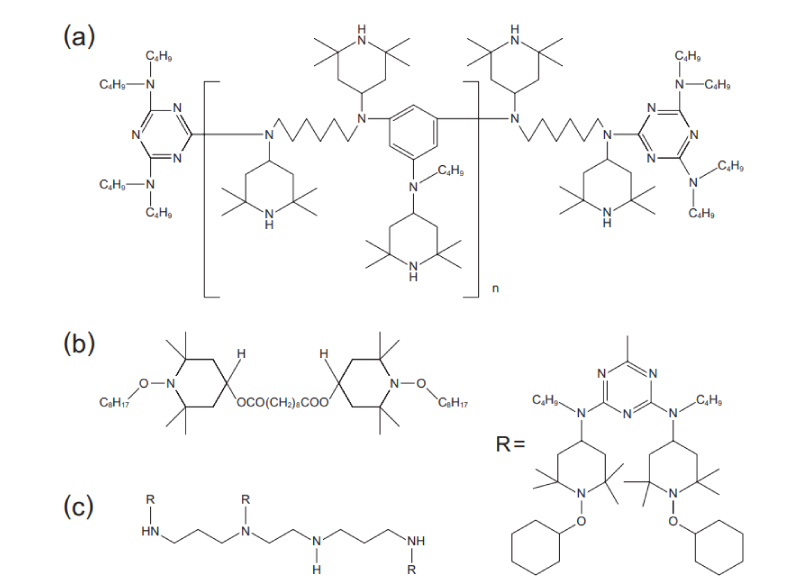
Fig. 8 Chemical structures of hindered amine (HA), (a) HA-A, (b) HA-B, (c) HA-C.
並行して,粘度をMFR(melt mass-flow rate)によって測定した。MFRとは,材料を溶融する温度でシリンダーに保持し,定荷重でダイを通した時に吐出される重量を測定する手法であり,MFRの値が大きいほどその温度での粘度が小さいといえる。
先述のサンプルのうち水酸化アルミニウムを含まないものを対象とし,成形したシートをペレット状に裁断して測定した。ダイの内径2.0 mm,シリンダー温度280,300 ℃,前処理として加熱されたシリンダーにサンプルを5 min 保持してから荷重 2.16 kgで測定した。ヒンダードアミンの化学構造の違いからポリプロピレンの分解反応速度が異なり,従って粘度に差が生じることを予想した。これをMFRで評価することで燃焼時の粘度の違いを推定し,V試験結果との関係を調べた。
3. 7 検証結果と考察
V試験及びMFR測定の結果をTable 3 およびFig. 9 に示す。ヒンダードアミン種で異なるMFRを示した。280 °Cと300 °CでのMFRを比較すると,ヒンダードアミンCを用いたサンプルのみ著しく粘度が低下していることがわかる。さらに,V試験結果ではMFRの大きいヒンダードアミンCと水酸化アルミニウムを併用したサンプルのみV-2となり,他は全てnot-Vとなった。
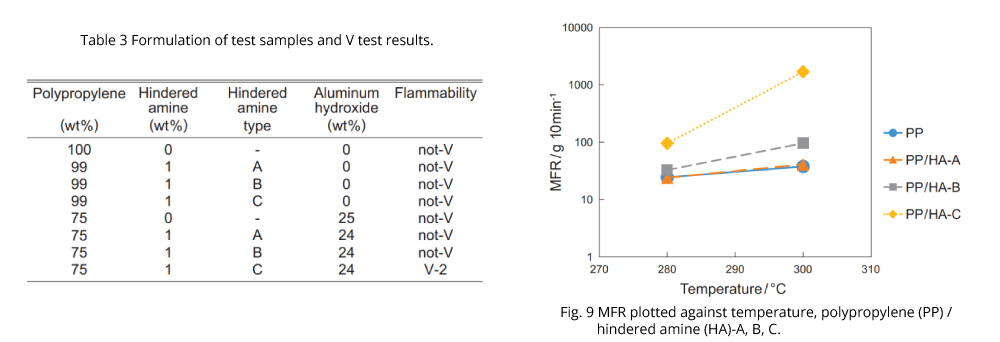
MFRとV試験結果を合わせると,燃焼時に低粘度化し,かつ金属水酸化物の熱分解も発生すると難燃化しやすいことがわかる。従って,燃焼挙動解析で抽出されたドリップ性と発泡性がV-2ランクに重要であることが実験的にも支持された。
今回の解析では,燃焼挙動を定量化し重要な特徴量を把握することで,材料物性(粘度,金属水酸化物の分解反応),燃焼挙動(ドリップ性,発泡性),難燃ランクの関係を紐づけることができた。この解析結果の応用として,例えば低粘度化に注目した新しい難燃化処方の探索が考えられる。また,難燃性以外の性能を改質する際に粘度を考慮することで難燃性と両立させるといった全体最適化の指針にも利用できる。このように,燃焼現象を分解して難燃ランクに重要な燃焼挙動を抽出し,その燃焼挙動に支配的な材料物性に注目することで材料処方を効率的に設計できるようになったといえる。
4 結論・まとめ
ポリプロピレンベース複合材料の難燃処方設計において,V試験での燃焼挙動の動画から特徴量を定義し決定木解析を行った。その結果,難燃化に重要な挙動としてドリップ性と発泡性が抽出された。この検証として,ポリプロピレン/ヒンダードアミン/水酸化アルミニウム系のMFR測定およびV試験を実施したところ解析結果の妥当性を支持した。このように,従来の演繹的な解析では把握しにくかった難燃ランクと材料処方の関係について,中間特性である燃焼挙動に着目し,データサイエンスを活用して帰納的に解析することで理解を深めることができた。また,本解析方法はポリプロピレンに限らずあらゆる材料処方に適用できる可能性があり,新たな知見や複合材料の最適化につながり,大幅な開発効率化を達成できる期待がある。本稿での結果や手法を使って難燃性複合材の改質技術を発展させ,環境貢献をはじめとした様々な価値を提供していく。
5 今後の展望
本稿では中間特性として燃焼挙動を燃焼動画から目視で抽出したが,燃焼動画から自動で特徴量を抽出するシステムの導入や,熱物性等の材料物性も特徴量に加えることが考えられる。このように難燃性に関連したデータセットをより拡充することで,他の機械学習モデル活用の幅も広がり,材料処方からの難燃性予測にもつながっていくと期待している。

